I fixed my welder after replacing some chips
I think I want to break it again by doing pulser experiments. I have a old miller dynasty 200 (non DX) without pulser or waveform settings (i.e. sine)
I see its possible to buy a device that plugs into the foot pedal to basically simulate a potentiometer output.
So long I maintain a reasonable amplitude level, does anyone see any problems with waveshape inputs into the machine, within reason (i.e. no more then audio band)? Do you think I can break something by going too fast on frequency, if I make sure amplitude is within reason?
I am curious about looking at the arc under different conditions.
I imagine its related to maximum slew, the machine in the DX form, has a maximum setting for 400 PPS, or 400Hz PWM.
They sell this thing, which does most of what I want to see, but its limited to 40PPS
https://jattus.com/shop/tig-perfectI was also curious if I could put a higher frequency then the manufacturer limits for experimental reasons (i.e. 1KHz)
I wanted to use a old wavetek function generator with DC offset and PWM capability. This function generator is acceptable to damage
Then I can look at things like DC offset and sine, triangle, sawtooth, pwm and shaped functions. If I go to like 2KHz, is it possible for a inverter to go boom?
And its related to probing plasma experiments etc
The function generator has a external trigger, which I can plug into a switch, to make some automated welding machine too
My hunch is that a low pass filter protects the thing from crazy inputs, so long I don't try to make it into a RF generator
I bought
97-3106A-20-27P
97-3057-1012-1
from amphenol (not knockoffs, I take my bootleg hacks very seriously).
I am just wondering if there might be a ground loop problem with the FG. So I will use a HP 8904A with the isolation turned on
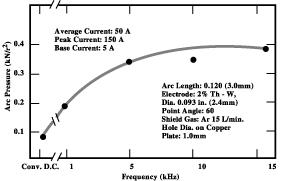
I m doing some research, basically it says the arc constricts as frequency increases, and it stiffens, which I guess is another way of saying arc pressure increases. Weld pressure is a interesting observation of the arc, it seems to be related to observations about the weld pool penetration, or that high current welds seem to "push" the weld puddle down into the metal, similar to how you can quantify mechanical pressure denting something..
 https://www.everlastgenerators.com/forums/showthread.php/1032-Pulse-per-minute(ppm)
https://www.everlastgenerators.com/forums/showthread.php/1032-Pulse-per-minute(ppm)Trying to figure out what it will do or why the pulse setting helps is confusing, but I realized I can experiment with high speed welding by using a linear rail, where I can quickly slide the torch along a corner weld or such
I think that 400 Hz DC should bring the arc pressure up substantially.
I wonder if this means you can do a lighter bevel on a deeper weld (sharp angle), it could mean less filing
I also wonder if there is.. relevant information about this, when it comes to ion thruster power source design




